Исследование качества изготовления промежуточных валов двигателей ЗМЗ
2 августа 2024 года, 08:30
Автор: ГРИНБЕРГ А.А.
Прочность соединений во многом зависит от параметров точности [1]. Сейчас на предприятиях внедряются системы менеджмента качества и оценки эффективности [2]. Все эти процессы рассматриваются с точки зрения качества [3]. В частности, специалисты мониторят несоответствующую продукцию и применяют технико-экономические методы выбора средств измерений (СИ), чтобы при контроле снизить возможные потери [4].
В обеспечении качества производства имеют существенное значение такие аспекты, как контроль размеров, точность и единство измерений, взаимозаменяемость деталей и стандартизация [5].
Для определения возможных параметров разбраковки, в первую очередь, нужно владеть первоначальными знаниями о законе распределения контролируемого параметра. [6]. Чтобы выявить реальные законы распределения диаметров промежуточного вала двигателей, выпускаемых Заволжским моторным заводом (ЗМЗ-406), проведены замеры (диаметры контролировались у валов, закупленных как запчасти).
Итак, размеры исследуемой передней шейки промежуточного вала двигателя ЗМЗ-406 в миллиметрах выглядят следующим образом: Ø48d8 (условное обозначение); 48 (-0,080, -0,119; с отклонениями), 0,039 (допуск).
Для дальнейших определений выбраны СИ максимально возможной точности. При этом использовались прошедшие поверку СИ, а для уменьшения погрешности концевых мер длины был применен набор № 1 (класс 1 ГОСТ 13581–68).
Характеристики СИ (стойка С-II с головкой измерительной 2ИГ кл.т. 0 ГОСТ 18883) для контроля диаметра передней шейки получились таковыми:\
- диапазон показаний, мм: ±0,1;
- диапазон измерений, мм: 0−160;
- цена деления, мм: 0,002;
- погрешность измерения, мм: ±0,0006.
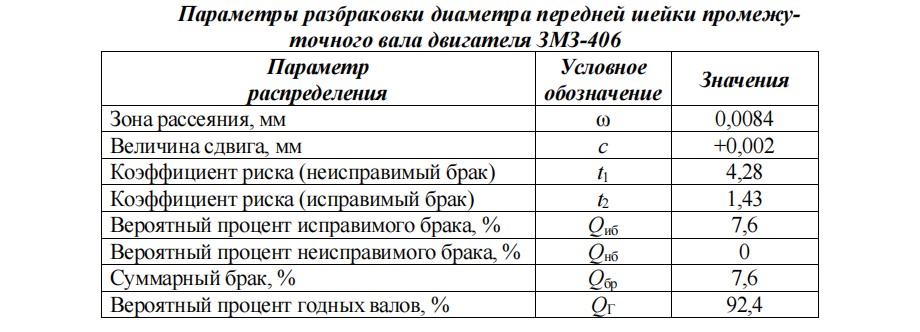
Далее представлены две таблицы с характеристиками закона распределения и параметрами диаметров передней шейки промежуточного вала.
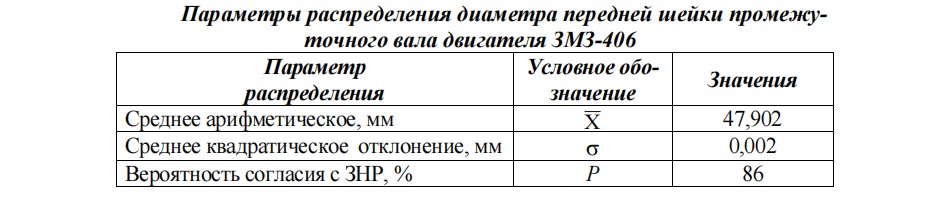
Из проведенного анализа делаем вывод, что рассеяние диаметров новых шеек соответствует закону нормального распределения с вероятностью согласия 0,86, среднеквадратическое отклонение распределения составило 0,002.
Согласно результатам измерения, годными являются 92,4% из измеренных шеек, а 7,6% — имеют диаметр больше положенного.
Вероятность же появления шеек с диаметром больше допустимого сводится к нулю.
Список использованных источников
- Ерохин М.Н. Методика расчета натяга для соединений резиновых армированных манжет с валами по критерию начала утечек // Вестник машиностроения. 2019. № 3. С. 41−44.
- Бондарева Г. И. Построение современной системы качества на предприятиях технического сервиса // Сельский механизатор. 2017. № 8. С. 34−35.
- Леонов О.А. Методика расчета эффективности функционирования системы менеджмента качества // Компетентность. 2020. № 3. С. 26−31.
- Ерохин М.Н. Ремонт сельскохозяйственной техники с позиции обеспечения качества // В сборнике: Экология и сельскохозяйственная техника. Материалы 4-й научно-практической конференции. 2005. С. 234−238.
- Темасова Г. Н. Статистические методы контроля и управления качеством. М.: ФГОУ ВПО МГАУ, 2014. 140 с.
- Шкаруба Н.Ж. Результаты экономической оптимизации выбора средств измерений при контроле качества технологических процессов в ремонтном производстве // Вестник ФГОУ ВПО МГАУ, 2007. № 5. С. 109−112.